






 Рейтинг: 4.3/5.0 (1583 проголосовавших)
Рейтинг: 4.3/5.0 (1583 проголосовавших)Категория: Торрент-файлы
программа техтран для плазменной резки скачать бесплатно техтран 7 20
Инструкция на техтран. / Установки портальной плазменной резки. - программа Lantek Flex3D для. Техтран Для. стоимость резки стали толщиной 20 мм составляет для. для плазменной резки. ТЕХТРАН. 0 / 7. [291 ] 1975 «-2». 0 / 2. [371 ] «- ». Скачать бесплатно Carambis Driver. Программа ТЕХТРАН. ЧПУ станка плазменной резки. 1.2.1 САПР Техтран. карт раскроя для лазерной резки. А Программа оптимизации.
?????????????????
INDEX???????????????????????????????????
??????>???????>?????????????
???????????(????)???<%topentry_comment_list>????????”?????”??”?????”???????
??????????????????900*230px??????????????????
??W3C XHTML1.0??????????????????????????????????^^;
?????????CSS????????????????????
Author:adysa.oheqa.xn--27-emce2b.xn--p1ai
программа техтран для плазменной резки скачать бесплатно техтран 7 20
Что нового в версии 7. Техтран - современная CAM система, объединенная общим. Техтран в реестре Российских программ для электронных.
программа создания скана водительских прав
Friend request form
















Лучшие программы для скачивания торрентов на Windows. Правила добавления программ. КАТЕГОРИИ ПРОГРАММ. Windows 10 по сравнению с Windows 7 и. 06.03 из категории. Техтран 5.3 через торрент. скачать торрент. Cimcoedit 7 70026 x86. В хорошем качестве Это моя жизнь 7. - профессиональный боксер в категории полулегкого. Сервис- менеджер относится к категории. Менеджер закачек и торрент. Техтран 7. RuTracker.org » Blues (Texas, Chicago, Modern and Others) (lossless) » Скачать торрент (Contemporary Blues / Modern Acoustic Blues) [CD]. каталог бесплатных программ. техтран, 7, торрент. Другие программы в этой категории. 7/15/2016 0 Comments Диван. Урок 4. Уют — Ковер, текстиль, картины Урок 5. Создание столиков Урок 6. Активатор windows 7 максимальная торрент. 7/Кряк техтран.zip. мед программ. Сооружение и ремонт насосных и компрессорных станций. Курсовое проектирование. Исходная версия, Получаемая версия, Программа обновления, Размер, Дата выпуска. 7, 15.11.2013. 7, 7.1, 29.08.2014. 7.5, 04.06.2016. 7.6, ЗАГРУЗИТЬ. Техтран — семейство CAM систем, объединенных общим интерфейсом и единым. Техтран — Контур (сервисная программа в среде AutoCAD). Версия 7.5 — Июль 2016; Версия 7 — Ноябрь 2013; Версия 6.3. Категории. 5 дек 2013. Выпуск версии 7 программы Техтран - Раскрой листового материала. Уважаемые коллеги! Имеем честь сообщить, что с 1 декабря 2013. Выпуск версии 7 программы Техтран - Раскрой листового материала. Компания ЛО ЦНИТИ c 1 декабря 2013 г. начинает поставки системы. Базис-Шкаф - программа для проектирования корпусной мебели. Платная. Русский. 2 · 7. v Показать скриншоты. FreeCAD 0.15 Build 4671 · Скачать. Новые возможности версии 7. Программа предназначена для комплексного решения задач раскроя листовых. Программа объединяет традиционные средства программирования обработки Техтрана с базой данных. На базу.
Author:upuj.ycox.skala98.ru
Новые возможности версии 7. Программа предназначена для комплексного решения задач раскроя листовых. Программа объединяет традиционные средства программирования обработки Техтрана с базой данных. На базу.
Рассматриваем наиболее заметные усовершенствования, реализованные в очередной версии программы Техтран — Раскрой листового материала. Реализованы изменения в одном из основополагающих механизмов программы раскроя — размещении деталей на листе: сняты ограничения, добавлена визуализация, усовершенствовано управление. Кроме того, появилось средство автоматизации работы на уровне базы данных — пакетная обработка раскроев листов.
Скачать статью в формате PDF — 4 Мбайт CADmaster » CADmaster №2(75) 2014 (март-апрель) » Машиностроение Техтран — Раскрой листового материала, версия 7В этой статье мы обсудим наиболее заметные усовершенствования очередной версии программы Техтран® — Раскрой листового материала. Надо заметить, что на протяжении последних лет прогресс обходил стороной и оставлял без принципиальных изменений один из самых основополагающих механизмов программы раскроя — размещение деталей на листе. Наконец очередь дошла и до размещения: сняты ограничения, добавлена визуализация, усовершенствовано управление. Кроме того, появилось средство автоматизации работы на уровне базы данных — пакетная обработка раскроев листов. Программа планомерно вытесняет человека из сфер, где он совсем недавно мог самозабвенно тратить свои силы и время.
Оптимальное размещение деталей на листеИспользование листа произвольной формы. До сих пор механизм автоматического размещения работал только с прямоугольными листами. Теперь — с любыми. Где мы сможем воспользоваться нововведением?
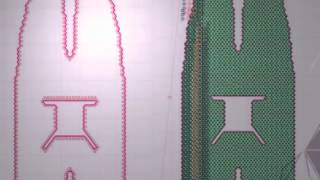
Листы делового отхода. Достаточно крупные части листа, оставшиеся после обработки, могут возвращаться на склад и сохраняться в базе данных как самостоятельные листы делового отхода. При этом по мере возможности их форма упрощается за счет обрезки. Впрочем, из соображений рационального использования материала иной раз приходится откладывать и круглые фрагменты. Техтран и прежде позволял включать такие листы делового отхода в задание на раскрой наряду с цельными прямоугольными листами. Но размещать детали на листах нестандартной формы приходилось вручную. Теперь правила стали универсальными для любых типов листов (рис. 1).
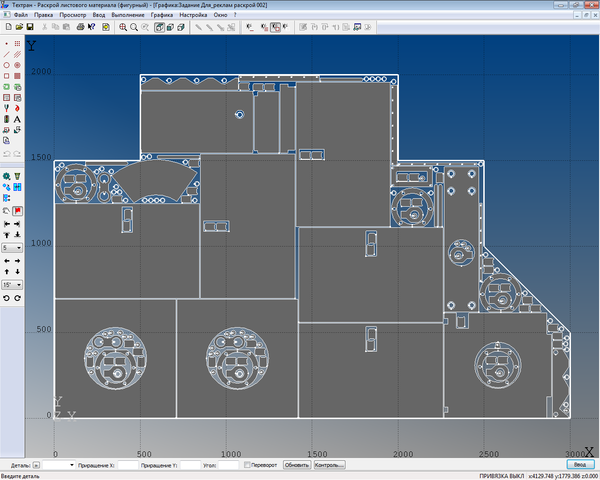 Рис. 1. Автоматическое размещение деталей на листе делового отхода
Рис. 1. Автоматическое размещение деталей на листе делового отхода
Лист с дефектами. Другая ситуация, где обрабатывается лист нестандартной формы, может возникнуть при наличии дефектов у цельного листа. Чтобы программа смогла принять во внимание особенности такого листа, при его сохранении в базе данных нужно отредактировать границы, исключив недоброкачественные зоны. Автоматическое размещение деталей производится с учетом не только формы внешней границы, но и ограничений во внутренней части листа (рис. 2).
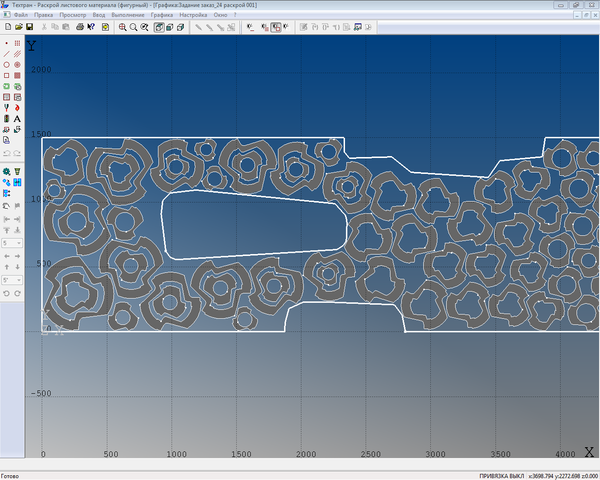 Рис. 2. Автоматическое размещение деталей на листе с дефектами
Рис. 2. Автоматическое размещение деталей на листе с дефектами
Использование листа, частично заполненного деталями. Появилась возможность автоматически докладывать детали на лист, на котором уже было размещено некоторое количество деталей. Необходимость в такой операции может возникнуть в различных ситуациях. Например, при использовании деталей-заполнителей.
Представим себе, что имеется задание на изготовление определенного набора деталей. Все они размещены на необходимом числе листов. Однако нет никакой гарантии того, что между деталями на листах не образовались достаточно обширные пустоты — ведь заказанные детали не обязаны идеально стыковаться между собой. Чтобы наилучшим образом задействовать бесхозные участки листа, их заполняют мелкими деталями, не относящимися к данному заданию. Для этого после размещения деталей задания требуется дополнительно включить в него детали-заполнители, а затем произвести размещение этих добавленных деталей. Таким образом будет достигаться высокий коэффициент использования материала (КИМ) независимо от состава изделия.
Ручное размещение деталей на листе с помощью годографаВ режиме ручного размещения пользователь находит желаемое положение детали, перемещая ее по листу с помощью мыши. Во время разработки новой версии подверглось модификации поведение детали под воздействием двигающей ее руки пользователя с одной стороны и препятствующих продвижению деталей и края листа с другой. К этому добавилась визуальная поддержка. Ее задача — наглядно отразить все многообразие вариантов компактного расположения выделенной детали по отношению к остальным. В основе большинства появившихся полезных функций, связанных с размещением деталей, лежит годограф.
Визуализация области возможного перемещения детали. В данном случае годограф вектор-функции плотного размещения детали представляет собой кривую, которая объединяет положения центра детали во всех ее предельных позициях по отношению к размещенным деталям. Теперь в режиме размещения Техтран показывает годограф детали в графическом окне (рис. 3). Центр детали, по отношению к которому построен годограф, помечается специальным значком с крестиком. И кроме того отображаются области возможного перемещения детали.
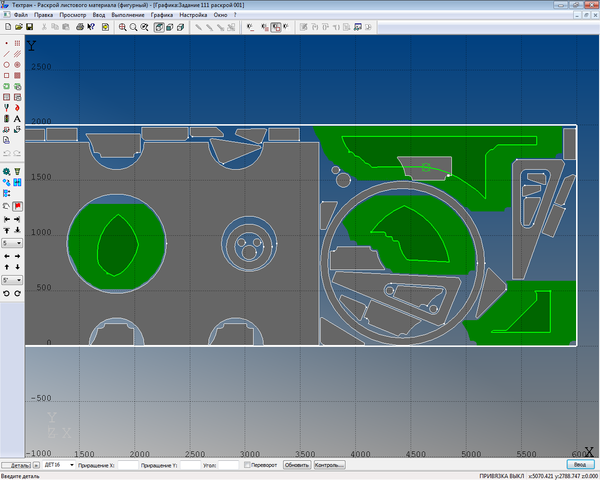 Рис. 3. Визуализация области перемещения и годографа выделенной детали
Рис. 3. Визуализация области перемещения и годографа выделенной детали
Окинув взглядом размещение деталей с годографом и областями перемещения, мы сразу получаем точное представление о том, как в принципе распределена зона контакта стыкуемых объектов. По форме годографа можно оценить, где среди всех вариантов плотного размещения могут находиться наиболее удачные. В первую очередь самые компактные сочетания следует искать в таких положениях, где центр инструмента оказывается на внешних углах годографа.
Особенно полезно представлять себе расположение «узких» мест, где деталь оказывается зажатой с разных сторон другими деталями. Это наиболее предпочтительные положения с точки зрения плотности размещения. В таких местах годограф детали, отображаемый в графическом окне, превращается в линию или даже точку. Непросто угадать без подсказки, где обнаружатся такие «островки жизни» (рис. 4). Тем более — точно вписать деталь в подобную ячейку или лабиринт.
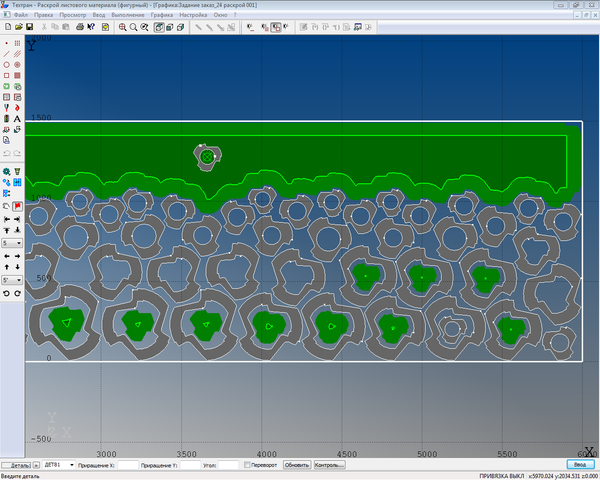 Рис. 4. Визуализация помогает определить возможность размещения детали в «узких» местах
Рис. 4. Визуализация помогает определить возможность размещения детали в «узких» местах
Удержание детали в свободной части листа и скольжение вдоль годографа. Собственно, теперь наличие снайперских способностей при работе с системой становится все менее актуальным, поскольку программа сама помещает деталь в ближайшее допустимое положение. Следуя за курсором мыши, деталь будет перескакивать по возможным позициям, если они изолированы друг от друга, и плавно скользить вдоль препятствий, если годограф содержит протяженный участок. Эффект скольжения детали по годографу, как по рельсам, позволяет точно попадать центром детали в его угловые точки. Эти точки в большинстве случаев определяют наилучшие решения.
Перемещение группы деталей. Все приведенные соображения справедливы и при одновременном перемещении нескольких деталей. Выделив детали, мы увидим в графическом окне область, пригодную для перемещения жесткой связки уже всей группы деталей. Можно получить хороший эффект, выбрав для перемещения плотно подогнанную группу деталей и просчитав с помощью годографа, где она будет смотреться наиболее удачно.
Пакетная обработкаПакетная обработка — режим работы, в котором ряд действий автоматически выполняется над раскроями листов. Данный режим наиболее актуален прежде всего в тех случаях, когда требуется получить результат для большого числа объектов базы данных. Вполне реально, когда задание на раскрой включает сотни раскроев листов. Никто не запрещает производить все операции по отдельности в рамках каждого раскроя, однако для этого придется раз за разом открывать объекты базы данных, а затем повторять рутинное путешествие по командам меню и диалоговым окнам. Даже несколько элементарных действий на пару минут, помноженные на сто, отнимут ощутимую часть рабочего дня.
Вместо этого предлагается выделить раскрои листов в списке окна базы данных и единственный раз указать требуемые действия: автоматическая обработка, формирование контуров делового отхода, оформление карты раскроя листа, получение управляющей программы, статистики обработки и т. п. (рис. 5).
 Рис. 5. Параметры пакетной обработки
Рис. 5. Параметры пакетной обработки
Формат DSTV NC дает возможность в дополнение к геометрическим параметрам детали передавать ряд сведений, необходимых для ее изготовления, — как в целом для всей детали (количество, толщина материала), так и для ее элементов (разделка кромок под сварку, разметка порошком, отверстие и т. п.). Эта информация фигурирует в базе данных деталей и служит исходными данными при создании раскроев листов. Передача данных в процессе импорта избавляет пользователя от необходимости заносить большое количество данных вручную.
Размер: 185.4 МБ
Сидов: 18
Личей: неизвестно
Добавлен в базу: неизвестно
Файлы в архиве: 51-53_upgrade_pack.EXE
САПР Техтран 5.3
Год выпуска: 2008
Версия: 5.1+5.3(upgrade pack)
Разработчик: НИП-Информатика
Платформа: Windows
Системные требования: производителем не оговариваются.
Совместимость с Vista: неизвестно
Язык интерфейса: только русский
Таблэтка: Placebo (см. содержимое)
Описание: Kомплексноe решение задач для проектирования управляющих программ (УП) обработки деталей на станках с ЧПУ.
Доп. информация: Без USB ключа работает только в демо режиме
Назначение программы
Программа предназначена для проектирования управляющих программ 2.5-координатной обработки деталей на фрезерных, сверлильных, расточных станках с ЧПУ и обрабатывающих центрах.
Сложные, дорогостоящие CAD/CAM-системы не смогли существенно повлиять на технологию подготовки программ для большинства 2,5-координатных станков: применение эффективных и недорогих CAM-систем, обеспечивающих широкий спектр технологий и открытых для пользователей, по-прежнему актуально.
Программирование обработки
Работа строится так, чтобы автоматизировать всю рутинную работу по программированию обработки детали. Вместо этого требуется построить геометрическую модель детали, ввести данные об инструменте и задать ряд параметров, характеризующих методику обработки.
Контурные переходы. Формирование траектории ведется по одной из схем: обработка контура, выборка внутренней области детали по спирали, по зигзагу или построчно. Область обработки, определяющая зону сплошного материала, подлежащего удалению, может иметь произвольную форму и содержать внутри себя зоны, где материал не должен удаляться.
Позиционные переходы. Набор позиционных переходов включает сверление, глубокое сверление, растачивание, развертывание, нарезание резьбы метчиком, зенкерование, коническое зенкование, цекование и цилиндрическое зенкование. Для обработки может использоваться станочный цикл или траектория в развернутом виде. Параметризация фаз обработки. Перемещения инструмента по каждой схеме строятся из участков типовых фаз: позиционирование, врезание, черновая и чистовая обработка контура и т. п. Участки каждой фазы характеризуются определенными технологическими и геометрическими параметрами, к которым относятся уровни обработки (поверхность заготовки, безопасное расстояние, величина недохода и т. п.), а также ее режимы.Режимы резания назначаются для каждой фазы обработки. При построении траектории происходит автоматическое переключение подачи в зависимости от типа участка.Уровни обработки могут задаваться либо в абсолютных значениях, либо относительно обрабатываемого слоя. Это позволяет добиться значительной гибкости в управлении инструментом на вспомогательных перемещениях.
Подход и отход. Предусмотрена возможность настройки способов подхода к обрабатываемому контуру и отхода от него (по прямой, по дуге, по нормали, по касательной, по продолжению сегмента контура и их комбинации). Точки подхода и отхода могут задаваться как в явном виде, так и определяться автоматически из соображений оптимизации траектории. Программа контролирует зарезание детали на участках подхода и отхода, показывая недопустимую ситуацию в графическом окне.
Врезание в материал. В траекторию могут быть включены участки врезания инструмента в сплошной материал. Предусмотрено несколько различных способов врезания (прямое, по спирали, зигзагообразное, ступенчатое). Одна или несколько точек врезания могут указываться как в явном виде, так и подбираться автоматически. Программа строит оптимальный маршрут выхода на контур от точки врезания, если область имеет сложную форму.
Черновая и чистовая обработка. Программа обработки может включать как черновую, так и чистовую обработку. При этом учитываются диаметр фрезы, перекрытие следа фрезы, припуск на чистовую обработку, перебег фрезы и т. п.
Послойная обработка. При необходимости общая глубина обработки может быть разбита по слоям, для каждого из которых будет произведена обработка по одному и тому же алгоритму.
Обработка вручную. Для нестандартных случаев предусмотрена возможность построения траектории и задания технологических команд в явном виде.
Взаимодействие с другими программами семейства Техтран
Общность подхода в различных программах семейства Техтран открывает возможность для использования Фрезерной обработки во взаимодействии с другими видами обработки. Например, в деревообрабатывающем производстве потребовалось комбинировать методику работы программы Раскроя листового материала с возможностями Фрезерной обработки. Благодаря единой основе всего комплекса, было оперативно предложено приемлемое решение без разработки новых модулей. Для автоматического размещения деталей на листе использовалась одна программа (Раскрой листового материала), а для программирования обработки - другая (Фрезерная обработка).
Назначение программы.
Программа предназначена для проектирования управляющих программ (УП) обработки деталей на токарных и карусельных станках с ЧПУ и обрабатывающих центрах.
Попереходное проектирование
Проектирование обработки ведется по технологическим переходам и охватывает все промежуточные состояния - от заготовки до готовой детали.
Реализованы следующие типы технологических переходов: точение, растачивание, подрезка, точение канавок, фасонное точение, отрезка, сверление, глубокое сверление, нарезание резьбы резцом и метчиком, обработка винтового паза.
Для перехода на детали выделяется зона обработки, выбирается инструмент, указываются запретные области перемещения инструмента, припуск на последующую обработку и другие необходимые параметры и установки перехода.
Программирование обработки
На основании всей совокупности данных, описывающих условия обработки, Техтран автоматически производит загрузку инструмента, подход к началу зоны обработки и построение траектории инструмента для черновой и чистовой обработки, переключает подачи в зависимости от участка движения, осуществляет выход инструмента в точку смены и т.д. При этом учитываются ограничения, накладываемые на перемещения инструмента и обусловленные способом базирования детали, а также формой самого режущего инструмента и положением дополнительных устройств.
Алгоритмы обработки, предлагаемые Техтраном, основываются на многолетнем опыте и традициях предприятий, использующих токарную обработку.
Учет геометрии инструмента
Контроль движения инструмента базируется на модели инструмента из двух компонент: режущей части и державки. Державка может включать в себя геометрию державки резца, адаптера и даже части механизма суппорта станка. Это позволяет не только отображать положение и реальную форму инструмента в точках траектории, но и осуществлять ряд проверок и корректировок.
Корректировка заготовки. При каждом перемещении инструмента из заготовки исключается часть материала, удаленная режущей частью. Таким образом, проектируя технологические переходы, технолог исходит из реальной геометрии заготовки на всех этапах обработки.
Контроль зарезания. На основании данных о геометрии режущей части инструмента контролируется отсутствие зарезания детали. Важно, что проверка производится не только для начального и конечного положения инструмента, но и для всей траектории его перемещения. Если, тем не менее, задуманное перемещение инструмента приводит к столкновению с деталью, программа выдает соответствующую диагностику и показывает в графическом окне, как именно след от перемещения инструмента проходит через контур детали.
Контроль столкновения. Аналогично контролируется отсутствие столкновения с заготовкой различных частей инструмента, не производящих съем материала: во-первых, державки инструмента, во-вторых, режущей части на быстрых перемещениях. Также выявляются перемещения, при которых инструмент сталкивается с патроном или разрезает заготовку на части.
Режим корректировки чертежа детали
Окончательная форма детали зачастую определяется исходя из возможностей технологии обработки режущим инструментом определенной формы. Элементарное перемещение канавочного резца создает весьма сложную поверхность на заготовке. Такую деталь не всегда легко предварительно построить во всех подробностях. Как же программировать обработку, если система ведет свои расчеты и проверки именно на основе чертежа детали?
Техтран справляется с этой задачей благодаря возможности корректировки детали на этапе проектирования обработки. Здесь задействуется тот же механизм, что и при исключении снятого материала из заготовки. Задняя бабка и люнет
В программе имеется возможность моделировать работу задней бабки и люнета. Предварительно необходимо задать их геометрические характеристики. А затем по ходу обработки управлять их подводом, отводом и зажимом. Положение устройств в пространстве отображается в графическом окне. Помимо этого осуществляется контроль на столкновение с другими объектами, участвующими в обработке.
Проектирование отдельных операций вручную
Обработка изделия со сложной геометрией обычно включает отдельные решения, которые продиктованы исключительно особенностями технологии его изготовления. При этом особое значение приобретают средства контроля допустимости заданных перемещений, поскольку при ручном построении никто не застрахован от ошибки.
Техтран использует механизм контроля столкновения и корректировки заготовки не только при проектировании технологического перехода (точение, канавка и т.д.), но и в режиме построения траектории вручную.
Назначение программы
Программа предназначена для проектирования управляющих программ (УП) обработки деталей для токарно-фрезерных центров с ЧПУ.
Такие станки позволяют совмещать в рамках одной технологической операции традиционную токарную обработку с фрезерованием и обработкой отверстий. Сквозной процесс обработки с произвольным чередованием токарных и фрезерных переходов без переустановки детали дает возможность свести к минимуму погрешности. Фрезерная обработка выполняется с использованием оси вращения, которая может применяться как для непрерывного управления, так и для позиционирования.
Единый подход
Программа работает на основе уже проверенных временем программ Техтран Фрезерная обработка и Техтран Токарная обработка. Сосуществование в единой среде достаточно специфических функций двух систем стало возможным благодаря заложенному в Техтране единому подходу к программированию различных видов обработки.
Пользователь, имеющий опыт работы с Техтраном, сможет без дополнительных усилий выполнять здесь все привычные операции, относящиеся как к фрезерной, так и к токарной обработке. Что касается программирования технологических переходов, включающих элементы фрезерной обработки с использованием оси вращения, то освоение таких возможностей новой программы также не должно вызвать затруднений, поскольку при задании параметров задействованы уже привычные механизмы.
Деталь и заготовка
Токарные переходы проектируются на основе модели детали и заготовки. Результат автоматической коррекции заготовки отображается в графическом окне после каждой выполненной операции. Наряду с информацией о состоянии заготовки и детали, программа располагает сведениями о положении зажимного приспособления, запретных областях и т.п. Это дает возможность автоматически контролировать недопустимые ситуации в перемещении режущего инструмента.
Совмещение токарной и фрезерной геометрии
Деталь и заготовка рисуются в виде пространственной проволочной модели тел вращения. После каждого рабочего хода графическое окно отражает состояние заготовки на текущий момент.
Для совместного проектирования токарных и фрезерных переходов это удобно, поскольку в любой момент можно построить дополнительные элементы для фрезерной обработки, основываясь на реальной геометрии заготовки в пространстве. Описывать элементы для фрезерования можно как обычным плоским контуром, так и парным контуром. При помощи парного контура удобно задавать элементы детали, имеющие фрезеруемые плоские грани, параллельные оси вращения или под углом к ней.
Использование двух шпинделей
Программа позволяет программировать обработку на оборудовании с одним и двумя шпинделями. Требуется описать геометрические характеристики зажимного приспособления и расположения в нем заготовки. Эти данные учитываются при построении траектории инструмента на рабочих и вспомогательных перемещениях, чтобы исключить столкновение.
Передача заготовки из одного шпинделя в другой может производиться как единая операция, так и в виде отдельных манипуляций обоими приспособлениями.
Фрезерные переходы с использованием оси вращения
Фрезерная часть строится на основе программы Техтран® Фрезерная обработка. Обычные средства программирования фрезерной обработки применяются к конструктивным элементам, базирующимся на токарной детали. Здесь действует уже сложившийся подход формирования команд обработки на основе описания геометрии обрабатываемых элементов. Так удобнее вести проектирование, хотя на станке всё наоборот - требуемую геометрию детали получают в результате управления рабочими органами станка.
В случае токарно-фрезерной обработки проектирование «от геометрии» дает любопытный эффект: мы видим на экране траекторию, развернутую в пространстве таким образом, как если бы не деталь позиционировалась определенным образом при неподвижном инструменте, а наоборот фреза или сверло вращались вокруг зафиксированной детали. Такой подход позволяет достичь большей наглядности, избежав наложения множества траекторий возле инструмента, ограниченного в перемещениях двумя координатами (составляющая по третьей координате достигается за счет поворота заготовки).
Таким образом, задача пользователя - построить деталь и обрабатываемые элементы на нужном месте, а затем указать, каким образом их требуется обработать.
Управление осью вращения
При выполнении фрезерных переходов может быть выбран один из следующих способов управления осью вращения в УП:
1. Поворот заготовки для обработки в фиксированных положениях (координаты X, Y, Z - непрерывно, при постоянной C). Плоская траектория инструмента, как в обычной фрезерной обработке, но ориентированная определенным образом по отношению к цилиндрической заготовке. 2. Обработка за счет непрерывного вращения заготовки (координаты X, Y, C - непрерывно при постоянной Y). Проецирование плоской траектории на цилиндрическую поверхность. В частности, запрограммированное в таком режиме перемещение по отрезку порождает радиальный или винтовой паз. Заданием поперечного смещения для оси инструмента можно добиться того, чтобы стенки паза не сходились к центру, а были параллельны.
3. Обработка за счет непрерывного вращения заготовки (координаты X, Y, Z - непрерывно). Отличается от предыдущего способом представления в УП: в данном случае в УП программируется плоская траектория в режиме «наматывания» на цилиндр.
Позиционные переходы
В отношении ориентации оси инструмента при обработке проще всего дело обстоит с геометрией для позиционных переходов. Наиболее распространенный случай - сверление радиальных отверстий или сверление отверстий по торцу детали. И в том и в другом случае пользователю достаточно указать точки выполнения обработки, не строя вспомогательные системы координат и вычисляя углы поворота заготовки.
Задание угла B
Если инструмент занимает промежуточное положение, дополнительно может быть задан угол наклона инструмента к оси вращения.
Поперечное смещение
Поперечное смещение инструмента используется для получения отверстий, ось которых смещена в поперечном направлении.
Контурные переходы
При выполнении контурных переходов задача выбора ориентации инструмента упрощается тем, что инструмент должен располагаться по нормали к плоскости контура. Но в этом случае потребуется предварительно построить контур и правильно расположить его в пространстве. Здесь также действуют базовые для токарно-фрезерной обработки режимы: инструмент параллелен оси вращения (фрезерование торца заготовки) или пересекает ее.
Кроме того, может возникнуть необходимость получить в УП координаты точек траектории в системе координат, определяемой иными соображениями, чем основные базовые. В таком случае потребуется указать систему координат инструмента в явном виде.
Обрабатываемый контур может быть построен в некоторой системе координат, ориентированной произвольным образом. Выполняя обработку, необходимо выбрать систему координат, к которой будут привязаны данные УП. Эта система может не совпадать с той, в которой строилась исходная геометрия. Достаточно типична ситуация, когда система координат вообще не задается в явном виде, а подбирается автоматически, исходя из требуемой ориентации инструмента: инструмент пересекает ось вращения, расположен вдоль оси вращения или под определенным углом к ней.
Программирование обработки в явном виде
Наряду с технологическими переходами, которые автоматически формируют сложную траекторию обработки выделенных зон детали, можно программировать обработку с помощью отдельных команд движения и управления режимами обработки. Этот способ построения траектории позволяет запрограммировать буквально всё что угодно и обеспечивает некоторый контроль, хотя в большей степени позволяет сделать то, что не предусмотрено стандартным набором переходов. Как показывает опыт, на каждом предприятии всегда имеются такие сложившиеся особенности технологии работы, которые с трудом вписываются в какую бы то ни было схему. Здесь-то и выручает простейший режим.
Специфика токарно-фрезерной обработки проявляется в том, что здесь в большей степени, чем в системе, ориентированной на единственный вид обработки, требуется обеспечить согласованность данных. Поэтому режим программирования в явном виде при токарно-фрезерной обработке используется как разновидность перехода специального вида, перед которым потребуется совершить ряд предварительных действий по выбору вида обработки, инструмента, системы координат и т.п.
Назначение программы Назначение программы
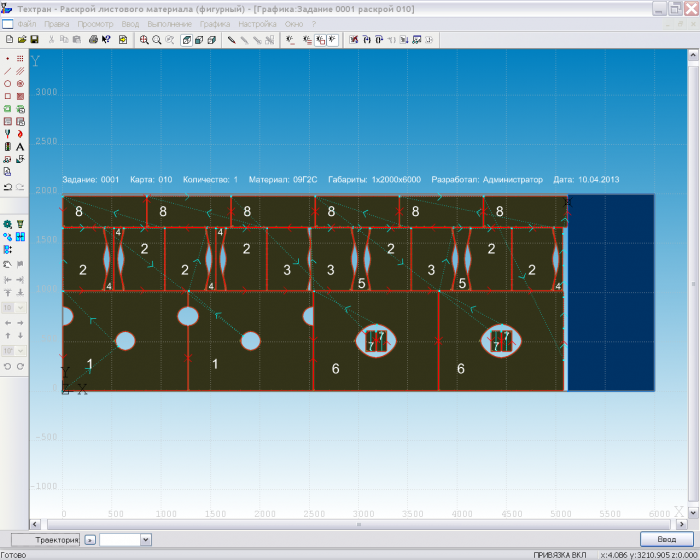
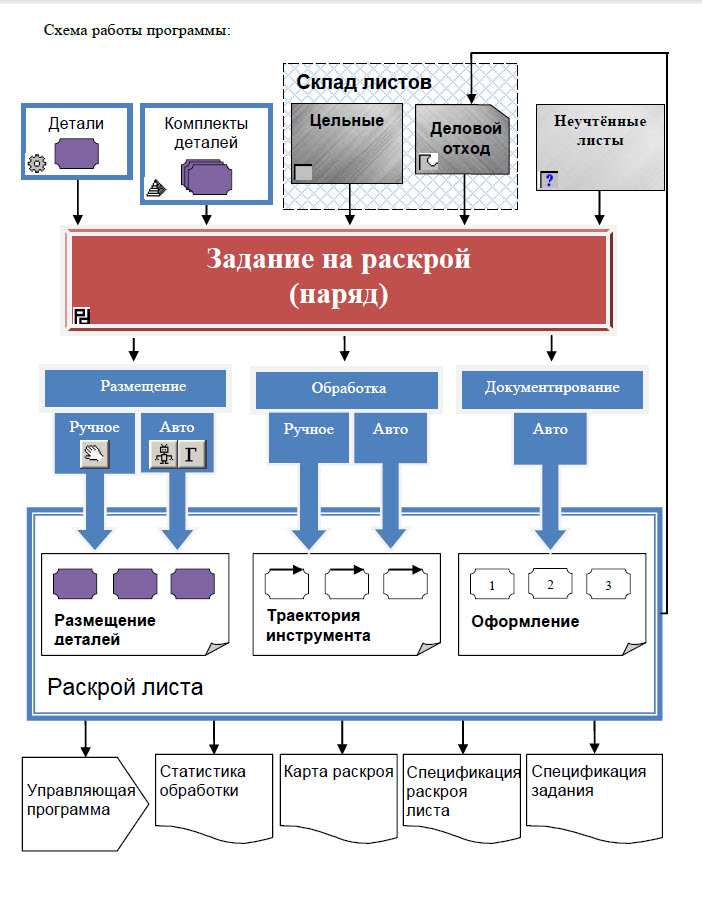
Программа предназначена для комплексного решения задачи раскроя листового материала. Она сочетает возможности системы подготовки управляющих программ с функциями организации производственного процесса. Подход к решению, использованный в программе, суммирует опыт работы ряда предприятий, эксплуатирующих машины термической резки.
Использование базы данных
Программа объединяет традиционные средства программирования обработки Техтрана с базой данных. На базу данных возлагается не только задача управления различными данными, но и управление работой системы в целом, поскольку объектами базы данных являются и программы раскроя листов.
Прежде всего, в базу данных заносятся детали, которые могут быть построены средствами Техтрана или импортированы из другой системы. Детали удобно просматривать одновременно со списком всех деталей. Для управления деталями и другими объектами базы данных в Техтране предлагается единый наглядный механизм, использующий две панели. Такой подход позволяет производить действия над объектами базы данных из списка (создание, удаление, редактирование и просмотр параметров) и одновременно видеть на соседней панели графическое представление элементов списка (деталей, листов, раскроев листов и т.п.). Кроме этого, наличие двух панелей делает удобной работу с объектами, включающими в свою очередь другие объекты. Так, например, раскрой листа содержит детали. Чтобы организовать просмотр деталей, относящихся к различным раскроям листов, в одной панели можно отобразить список раскроев листов, а на другой - список деталей, размещенных на конкретном листе. Задание на раскрой
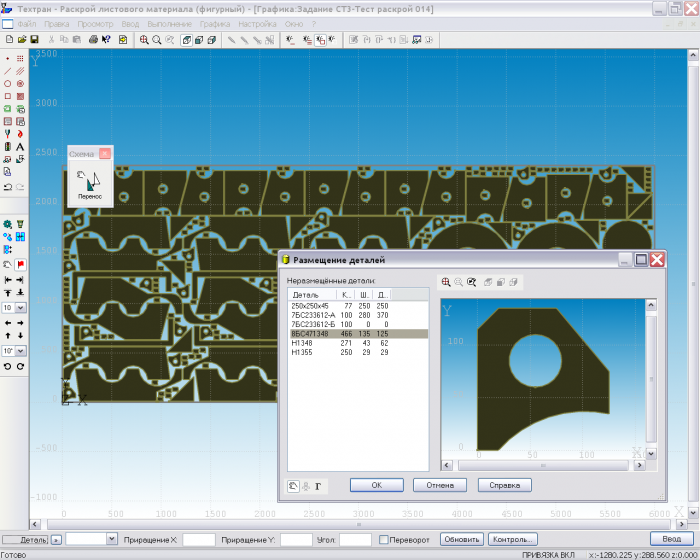
Программа организует взаимодействие различных объектов, задействованных в процессе раскроя листового материала. Из деталей, которые необходимо изготовить, формируется задание на раскрой. Затем в задание на раскрой включаются листы для изготовления деталей. Программа обеспечивает возможность автоматического и ручного размещения деталей задания на раскрой на листах. При этом программа отслеживает количество неразмещенных деталей и возможность изготовления детали из выбранного листа.
Автоматическое размещение деталей на листе
В режиме автоматического размещения программа укладывает детали задания на листы оптимальным образом. Требующиеся дополнительные листы могут быть автоматически взяты со склада. Программа позволяет также автоматически разместить отобранные детали на конкретном листе. При этом выдерживаются заданные расстояния до края листа и между деталями.
Стратегия автоматического размещения обеспечивает весьма высокий коэффициент использования материала. Пользователь имеет возможность подобрать оптимальное соотношение между качеством размещения деталей и временем расчета.
При автоматическом размещении задается способ уплотнения деталей на листе, заполненном не целиком. Это влияет на форму и пропорции делового отхода с учетом специфики его дальнейшего использования. Управление выбором деталей для заполнения отверстий позволяет задействовать для размещения в пустотах внутри деталей более мелкие или более крупные детали или же вовсе не заполнять отверстия. Ручное размещение деталей на листе
Предусмотрен ручной режим размещения деталей на листе. В этом режиме деталь выбирается из списка неразмещенных деталей задания на раскрой и укладывается на лист, а затем перемещается на свободное место средствами графического редактора. Имеются также средства точного контроля взаимного расположения объектов.
Сочетание автоматического и ручного размещения деталей дает возможность выгодно использовать преимущества каждого режима для наиболее эффективной работы.
Контроль перемещения деталей
В режиме ручного размещения программа берет на себя ряд полезных функций. К их числу относятся различные способы перемещения деталей с соблюдением требуемых расстояний между деталями и между деталями и краем листа, а также возможность располагать детали вплотную друг к другу.
Строгий контроль перемещения деталей. Включение этой функции позволяет перемещать детали по листу на экране монитора, как реальные предметы, для которых другие детали и край листа являются непреодолимым препятствием.
Предупреждающий контроль перемещения деталей. При предупреждающем контроле перемещение деталей не ограничивается свободной областью листа. Однако при попадании в зону перекрытия с другими объектами происходит диагностирование недопустимого расположения путем изменения цвета перемещаемой детали.
Перемещение деталей до упора. Эта функция дает возможность прижать деталь вплотную к самому краю свободной области листа. Иными словами, при данной операции происходит перемещение детали в некотором направлении до тех пор, пока она не упрется в деталь или край листа.
Копирование деталей вплотную друг к другу. При копировании деталей в этом режиме автоматически определяется расстояние, на которое может быть перемещена деталь в заданном направлении, чтобы детали располагались вплотную друг к другу.
Совмещение сторон деталей позволяет сориентировать детали таким образом, чтобы совместить их выбранными сторонами.
Выравнивание деталей по прямой. Такая возможность полезна при расположении деталей под обработку сквозным резом.
Программирование обработки
После того, как детали размещены на листе, программируется обработка. В простейшем случае достаточно последовательно указать обрабатываемые контуры деталей. Программа строит траекторию движения инструмента с учетом необходимых поправок, формирует подходы, отходы и вспомогательные перемещения инструмента, команды включения и выключения резака, подачи, коррекции и т.д.
Подход и отход. Предусмотрена возможность разнообразной настройки способов подхода к обрабатываемому контуру (по прямой, по дуге, по нормали, по касательной и т.п.), выбора точки подхода (автоматически или явно) и режимов работы резака на различных стадиях обработки.
Перемычки. На контуре детали могут быть выделены непрорезаемые участки - перемычки. При построении траектории программа автоматически формирует в таких местах команды включения и выключения резака и встраивает участки подхода и отхода.
Мостики между деталями позволяют обрабатывать несколько деталей без выключения резака. Задание точек перехода траектории от одной детали к другой производится после размещения деталей и учитывается при построении окончательной траектории резака.
Петли обеспечивают качественную обработку углов деталей и могут быть назначены для любого угла.
Назначенная обработка. Для упрощения работы обработка деталей может быть запрограммирована на предварительном этапе с тем, чтобы не повторять одни и те же действия для многократного включения элементов в раскрой.
Обработка вручную. Для нестандартных случаев существует возможность построения траектории и задания технологических команд в явном виде.
Подпрограммы обеспечивают структурирование получаемой управляющей программы и позволяют уменьшить объём формируемого текста.
Автоматическая обработка
Режим автоматической обработки дает возможность максимально упростить программирование обработки большого числа деталей. Программа сама назначает последовательность обхода деталей на листе и выполняет обработку. Различные стратегии обхода деталей обеспечивают соблюдение необходимых условий обработки. Разделка кромок под сварку
Разделка кромок под сварку может производиться на машинах термической резки, оснащенных трехрезаковыми блоками. В программе предусмотрена возможность обработки деталей как с постоянными, так и с переменными фасками. Постоянная фаска характеризуется постоянством лицевых и тыловых углов и высот по всей длине. Переменная фаска характеризуется равномерным изменением угла и высоты по длине.
Программа автоматически встраивает в траекторию движения резака специальные участки - окна вреза в местах включения боковых резаков и петли разворота резаков, которые обеспечивают правильную ориентацию боковых резаков и соблюдение необходимых условий обработки. Положение окон вреза может быть изменено с помощью графического редактора. Разметка листа
Нанесение разметки на лист может производиться с помощью порошка или керна. Контуры разметки могут храниться в базе данных вместе с деталью. В этом случае разметка оказывается размещенной на листе вместе с деталями. Для программирования работы блока разметки достаточно указать контуры разметки в нужной последовательности. Программа произведет все необходимые переключения и построит траекторию.
Многосуппортовая обработка
На машинах, оборудованных несколькими суппортами, одновременно может вырезаться несколько деталей. Программа обеспечивает автоматическое и ручное размещение деталей с учетом возможностей такого оборудования.
При программировании обработки требуемая разводка суппортов выполняется автоматически.
Использование делового отхода
Из неиспользованной части листа формируется деловой отход, который может быть помещен в базу данных для последующего использования.
Документирование
Программа формирует следующие выходные документы: карту раскроя листа
спецификацию раскроя листа
спецификацию задания на раскрой. Как правило, конкретный вид выходных документов определяется традициями предприятия. Генератор отчетов, входящий в Техтран, имеет гибкий механизм настройки формата документов и объема выводимой информации.
Автоматическая генерация текста
В процессе построения геометрических объектов и проектирования раскроя листа происходит формирование текста программы на языке Техтран. Программа включает в себя всю последовательность произведенных действий и может быть использована при дальнейшей работе. Это позволяет гибко сочетать удобство диалогового режима с преимуществами текстового представления программы, к которым относятся: Использование ранее написанных программ и макросов, быстрая их модификация
Параметризация для типовых деталей
Использование условных операторов, циклов, арифметических выражений и функций
Возможность отладки и исправления ошибок Средства разработки и отладки программ
Система включает набор средств для работы с программой на языке Техтран:
Команды выполнения (выполнить оператор, перейти в макрос, выполнить программу до конца, до курсора и т.п.) позволяют выполнять и отлаживать программу на Техтране. Используя эти команды можно выполнить программу целиком или по частям, приостанавливая процесс для анализа результатов выполнения отдельных операторов.
Средства контроля выполнения дают возможность просматривать значения переменных, использовать графическое окно для визуального контроля объектов программы и просматривать диагностическую информацию, сформированную в ходе выполнения программы.
Получение управляющей программы
Постпроцессор, входящий в состав Техтрана, позволяет формировать управляющие программы для различных станков с ЧПУ по программе обработки детали и данным об оборудовании, включенным в состав системы. Используя программу обработки детали, полученную для одного станка, можно получить УП для любого другого станка из списка оборудования. Настройка на конкретное оборудование с ЧПУ
Техтран обеспечивает возможность настройки на конкретное оборудование с ЧПУ. Для описания оборудования требуется заполнить паспорт станка и создать модуль станка на специальном языке Техпост. Такой механизм позволяет пользователям самостоятельно учитывать особенности формирования УП, разрабатывая собственные модули на основе уже имеющихся.
Назначение программы
Программа предназначена для проектирования управляющих программ (УП) 2-4-координатной обработки деталей с вертикальной и наклонной боковой поверхностью, с постоянным и переменным углом наклона проволоки.
Моделирование обработки
В программе традиционный подход к проектированию 4-координатной обработки (описание в управляющей программе движения по базовому контуру в сочетании с управлением ориентацией проволоки) дополнен средствами построения и редактирования пространственной модели электроэрозионной детали. В одной программе сочетаются наглядность и технологичность.
Выдерживается традиционная понятная схема: «геометрическая модель - обработка». Геометрическая модель представляется парным контуром - геометрическим объектом, отражающим пространственную специфику детали, изготавливаемой при электроэрозионной обработке. Парный контур представляет тело, заключенное между базовым и вторичным контуром. В таком виде он дает представление о пространственных характеристиках детали - соответствии элементов базового и вторичного контуров, наклонных гранях, их сопряжениях различными способами.
Построение боковой поверхности по базовому контуру
Программа предлагает геометрические преобразования, результат которых отображается на экране по ходу их выполнения. Сначала строится болванка - парный контур с одинаковым наклоном боковых поверхностей. Затем путем последовательных приближений заготовка доводится до требуемой формы - это можно сравнить с постепенной механической подгонкой модели из гибкой проволоки. За одну операцию производится «выгибание» одной или нескольких смежных граней. Возможна замена «связующего узла» между гранями. В результате пользователь контролирует каждый свой шаг, а кроме того программа точно указывает на строящемся объекте элемент, связанный с возникшей ошибкой построения.
Модель и команды УП
Существенно то, что каждая операция из набора преобразований линейчатой поверхности фиксирует свои параметры в полученной геометрии. Иными словами, программа располагает данными не только об окончательных геометрических характеристиках пространственной поверхности детали, но и о том, каким образом они получены из исходного вертикального положения.
Набор преобразований и их параметры подобраны так, чтобы они соответствовали командам, обычно применяемым в системах ЧПУ для управления проволокой. Благодаря этому появляется возможность формировать управляющую программу с использованием специальных команд систем ЧПУ, выполняющих отдельные операции более эффективно.
Сопряжение двух контуров
Боковая поверхность может быть построена в результате сопряжения двух контуров. Контуры можно рассматривать как траектории верхнего и нижнего конца каждого конца проволоки. Сопряжение базового и вторичного контуров осуществляется поэлементно или автоматически. Сопряжение по элементам
При таком методе построения грани парного контура образуются отрезками и дугами базового и вторичного контуров. Смежные грани строятся на основе смежных сегментов.
Сопряжение по длине
Другой способ сопряжения позволяет установить соответствие между базовым и вторичным контуром исходя из пропорциональности длин этих контуров или выделенных на них участков. Опорным точкам одного контура соответствуют их проекции на другой контур.
Программирование обработки
При построении траектории проволоки используются следующие схемы: обработка обычного контура (без наклона проволоки), обработка парного контура, выжигание сплошной области (наподобие выборки при фрезерной обработке).
Обработка парного контура. Наиболее полно возможности электроэрозионной обработки реализует обработка парного контура. Движение проволоки строится на основе параметров конусности исходного контура на участке, который выбирается для обработки. Кроме того в траекторию могут быть включены участки подхода и отхода, обеспечивающие требуемые условия обработки.
Редактирование траектории. Параметры конусности полученной траектории проволоки могут быть отредактированы. Для этого используются те же функции, что и для парного контура.
Обработка эвольвентных зубчатых шестерн, колес, секторов. В состав системы включены макросы, позволяющие программировать обработку эвольвентных зубчатых шестерн, колес, секторов.
Назначение программы
Программа предназначена для отображения, контроля и редактирования управляющих программ (УП) для станков с ЧПУ. Программа может использоваться во взаимодействии с другими программами семейства Техтран и как независимый продукт. При этом не имеет значения, как была получена УП: с использованием системы автоматизированного программирования или вручную.
Анализ УП
Программа производит анализ УП с учетом особенностей конкретной системы ЧПУ. В процессе анализа осуществляются синтаксический контроль кадров УП, проверка согласованности значений параметров и их корректности. Все диагностические сообщения заносятся в протокол анализа, по которому можно быстро определить ошибочное место в тексте УП.
Свойства УП
По результатам анализа УП заполняется окно Свойства УП, в котором отображаются списки объектов, используемых в УП: инструментов, подпрограмм, встроенных циклов, технологических команд (подача, скорость шпинделя, загрузка инструмента и др.). Управление компонентами УП дает возможность локализовать область исследования УП, оставив на экране только те ее составляющие, которые требуется анализировать и сопоставлять друг с другом, и убрав из обозрения элементы, несущественные в данный момент. Например, можно прорисовать траекторию, пройденную только определенным инструментом, или временно отключить отображение команд переключения подачи.
Выполнение управляющей программы
Основным механизмом для контроля данных УП служит выполнение кадров УП в различных режимах. По мере выполнения программы производится прорисовка траектории инструмента и вывод текущих параметров обработки. УП отображается в текстовом окне и может выполняться как целиком, так и по частям. Это позволяет детально исследовать определенные команды УП и пропускать фрагменты, которые в данный момент несущественны. Строка, на которой приостановлено выполнение, отмечается специальным маркером. Пошаговое выполнение УП дает представление о логике работы программы: перемещение маркера отслеживает запрограммированные повторы, переходы в подпрограммы и т. д.


Скачать файл через файлообменник: Скачать







